产品描述
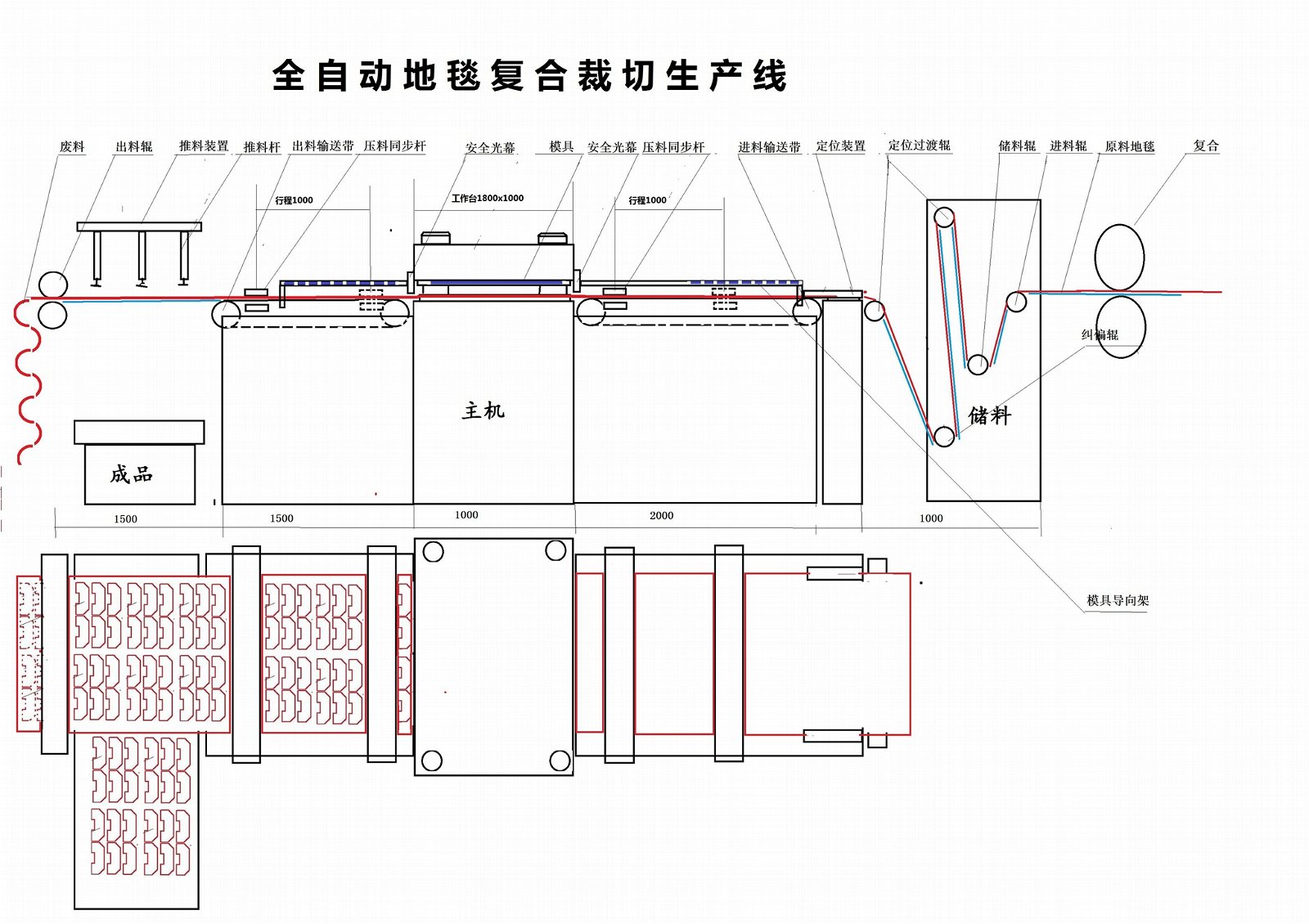
根据生产地毯特点和目前生产状况从流水线地毯复合出来进入储料-纠偏-进料-裁切-出料-成品-废料八个单元组成。PLC控制从复合材料经裁切所成需产品自动将产品和废料分离。
- 储料:接复合机出来地毯,储料架作用是当裁切时间隙送料,而复合材料是连续的,因此需要一个储料确保裁切正常,储料设定为 长度10米。
- 纠偏:为保证准确裁切地毯储料架送出地毯,纠偏小车有一副对辊地毯在此中间随着红外线信号变化左右移动达到裁切正确,纠偏范围0-200mm。
- 进料:为了顺畅完成裁切将地毯放置在输送带上进行连续裁切,可以随意设置送料的数据,提高精度采用丝杆送料,由丝杆带动输送带上的上下压杆夹住地毯送料,地毯上面有凸点,压杆下面尼龙板按地毯凸点尺寸开槽(也可以贴比较硬的EVA),保证地毯在送料过程中没有位移。
- 裁切:二段式裁断, 段下降,第二段集中压力,以高压裁断,此法裁断物刀口整齐,增长机械寿命。因输送带替代垫板既要将地毯裁下,输送带裁切痕迹最浅,四周安装了机械限位,不论什么情况冲切深度是受控的。
裁切深度PLC控制,采用数显根据裁切的情况进行深度的控制可以随意改变,精度0.01mm。
- 模具:自动安装更换模具,机器开启安装模具模式,模具放置在输送带上送到主机下面,上工作台下降至输送带,两侧夹紧块往中间模具被自动固定。
- 出料:经裁切后地毯自动送出,结构和进料部分一样。
- 成品:输送带上的地毯送出后面有一对对辊压住。使成品绷紧,安装在上面退料装置启动往下将成品推出,掉在下面成品输送带上,成品输送带高度600mm,长度4000mm
- 废料:(二种选项)
1、成品推出余下的废料还被对辊压住自然下垂自动进入废料分切装置,前面裁切一次废料也被切断一次,废料自动进入收集筐。
2、成品推出余下废料被收料的气涨轴卷起,有张力控制保证和前面同步。
产品图片