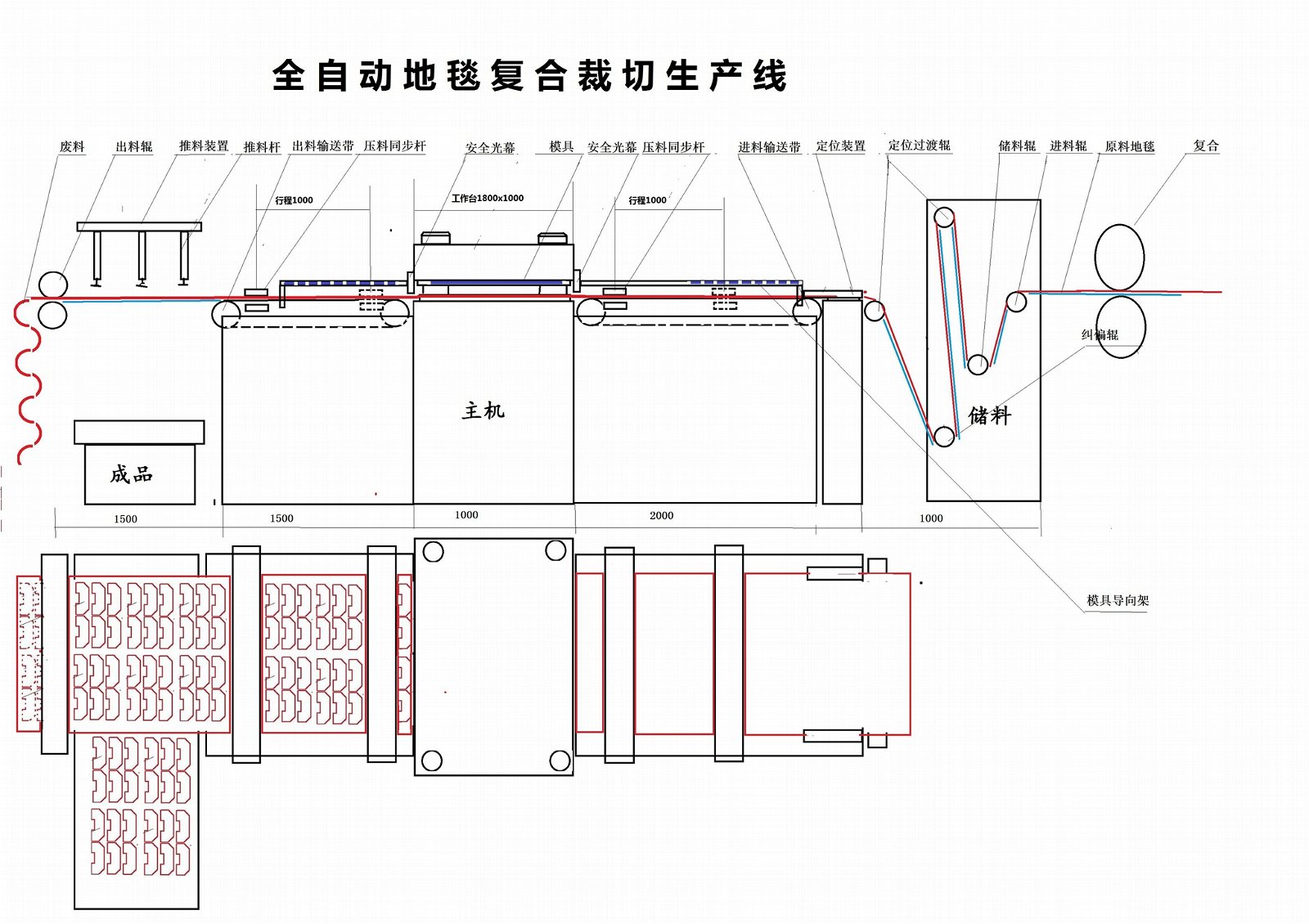
根據生產地毯特點和目前生產狀況從流水線地毯復合出來進入儲料-糾偏-進料-裁切-出料-成品-廢料八個單元組成。PLC控制從復合材料經裁切所成需產品自動將產品和廢料分離。
- 儲料:接復合機出來地毯,儲料架作用是當裁切時間隙送料,而復合材料是連續的,因此需要一個儲料確保裁切正常,儲料設定為 長度10米。
- 糾偏:為保証準確裁切地毯儲料架送出地毯,糾偏小車有一副對輥地毯在此中間隨着紅外線信號變化左右移動達到裁切正確,糾偏範圍0-200mm。
- 進料:為了順暢完成裁切將地毯放置在輸送帶上進行連續裁切,可以隨意設置送料的數據,提高精度採用絲杆送料,由絲杆帶動輸送帶上的上下壓杆夾住地毯送料,地毯上面有凸點,壓杆下面尼龍板按地毯凸點尺寸開槽(也可以貼比較硬的EVA),保証地毯在送料過程中沒有位移。
- 裁切:二段式裁斷, 段下降,第二段集中壓力,以高壓裁斷,此法裁斷物刀口整齊,增長機械壽命。因輸送帶替代墊板既要將地毯裁下,輸送帶裁切痕跡最淺,四週安裝了機械限位,不論什麼情況沖切深度是受控的。
裁切深度PLC控制,採用數顯根據裁切的情況進行深度的控制可以隨意改變,精度0.01mm。
- 模具:自動安裝更換模具,機器開啟安裝模具模式,模具放置在輸送帶上送到主機下面,上工作臺下降至輸送帶,兩側夾緊塊往中間模具被自動固定。
- 出料:經裁切后地毯自動送出,結構和進料部分一樣。
- 成品:輸送帶上的地毯送出後面有一對對輥壓住。使成品繃緊,安裝在上面退料裝置啟動往下將成品推出,掉在下面成品輸送帶上,成品輸送帶高度600mm,長度4000mm
- 廢料:(二種選項)
1、成品推出餘下的廢料還被對輥壓住自然下垂自動進入廢料分切裝置,前面裁切一次廢料也被切斷一次,廢料自動進入收集筐。
2、成品推出餘下廢料被收料的氣漲軸捲起,有張力控制保証和前面同步。